دانش روغنکاری
معرفی تکنیک های روغنرسانی و انالیز روانکار های صنعتیدانش روغنکاری
معرفی تکنیک های روغنرسانی و انالیز روانکار های صنعتیمعادلسازی روغن اولتراکولانت با بهران: مطالعه موردی
با اهدای سلام و تقدیم احترام به تمامی مخاطبین محترم این وبلاگ مهندسی
موضوعی که طی این پست کوتاه بدان می پردازم، مقایسه دو روغن به ظاهر یکسان از دو برند خارجی و ایرانی است. بدین ترتیب که می خواهیم به این سوال پاسخ دهیم که آیا می توان برای یک کمپرسور هوای اسکرو که قبلا از روغن Ultracoolant تولیدی شرکت معروف Ingersoll-Rand استفاده می کرده، از این به بعد و با توجه به مشکلات مربوط به تهیه روغن های اوریجینال خارجی، از معادل ایرانی آن یعنی بهران 1045 استفاده کرد؟
بررسی این دو روغن را ابتدا با نمایشی کلی از خواص عملکردی آنها طی دو جدول 1 و 2 شروع می کنیم. جدول 1 خواص عملکردی Ultracoolant و جدول 2 خواص عملکردی بهران را نشان می دهند:
جدول 1: خواص عملکردی روغن Ultracoolant (منبع: Ingersoll-Rand)
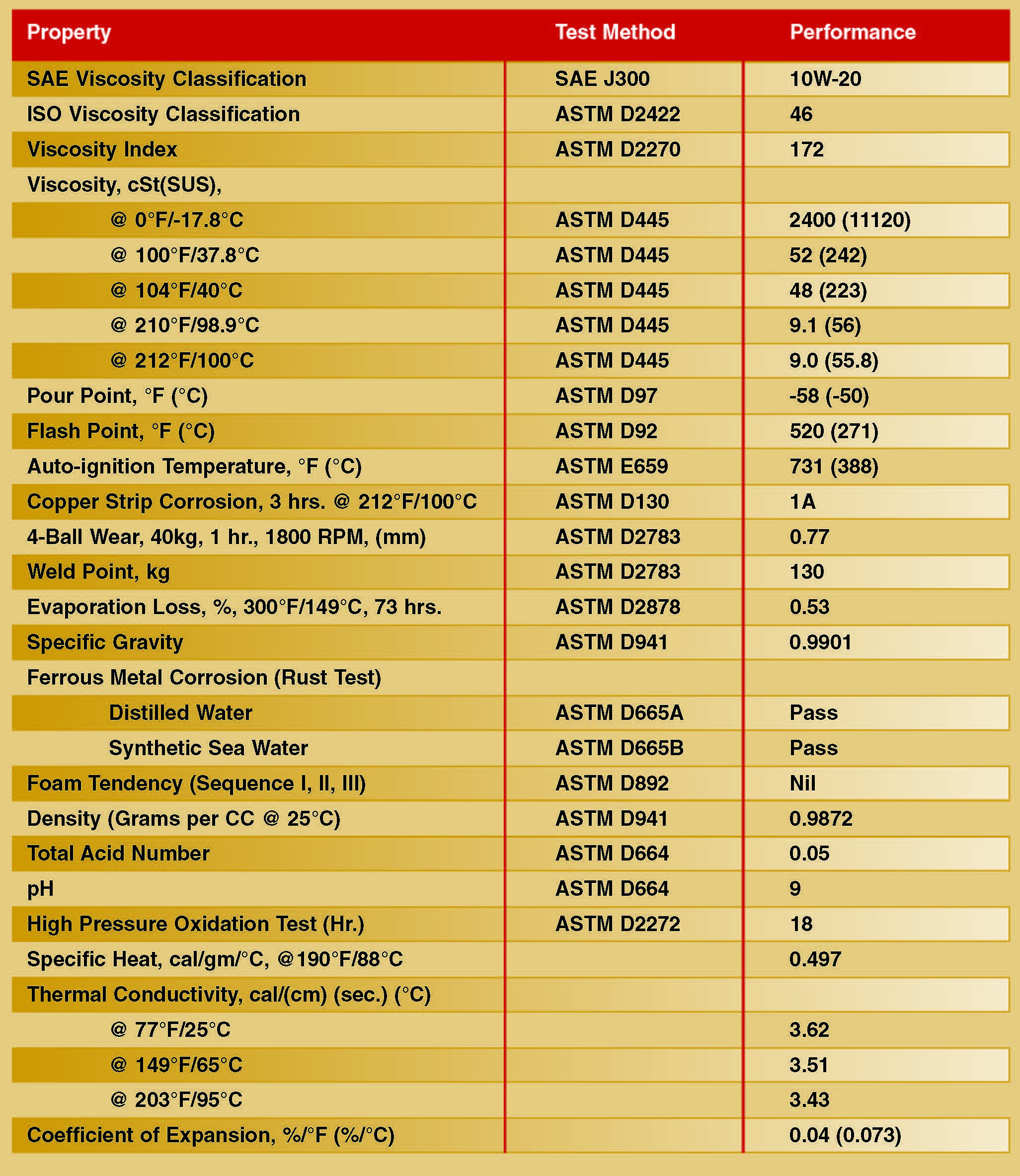
همانطور که در جدول 1 دیده می شود، روغن آلمانی روغنی High-performance با پایداری حرارتی خیلی خوب و مقاومت خیلی زیاد به تجمیع قطرات آب (کندانسیون آب) در مدار فشرده سازی هوای کمپرسور و از این رو، عدم نیاز به جداساز آب از روغن (oil/water separator) در کمپرسور اسکرو است. این روغن بنا به ادعای سازنده آلمانی (Ingersoll-Rand) از عمری 8 برابری در مقایسه با روغن های کمپرسوری مینرال و عمری بیشتر از روغن های کمپرسوری پایه PAO برخوردار است. حال ببینیم خواص عملکردی بهران چگونه است.
جدول 2: خواص عملکردی روغن بهران 1045

خب تا اینجای کار، دو روغن بهران و Ultracoolant تفاوت چندانی از نظر عملکرد حرارتی از خود نشان نمی دهند و حتی روغن بهران بهتر هم هست از مشابه خارجی با توجه به افزایش 16 درصدی شاخص ویسکوزیته روغن بهران نسبت به روغن آلمانی...اما این همه ماجرا نیست.
نمودار شکل 1 را ببینید. در این نمودار، رفتار روغن Ultracoolant در برابر افزایش یا کاهش حرارت (موسوم به عملکرد حرارتی) نشان داده شده است.
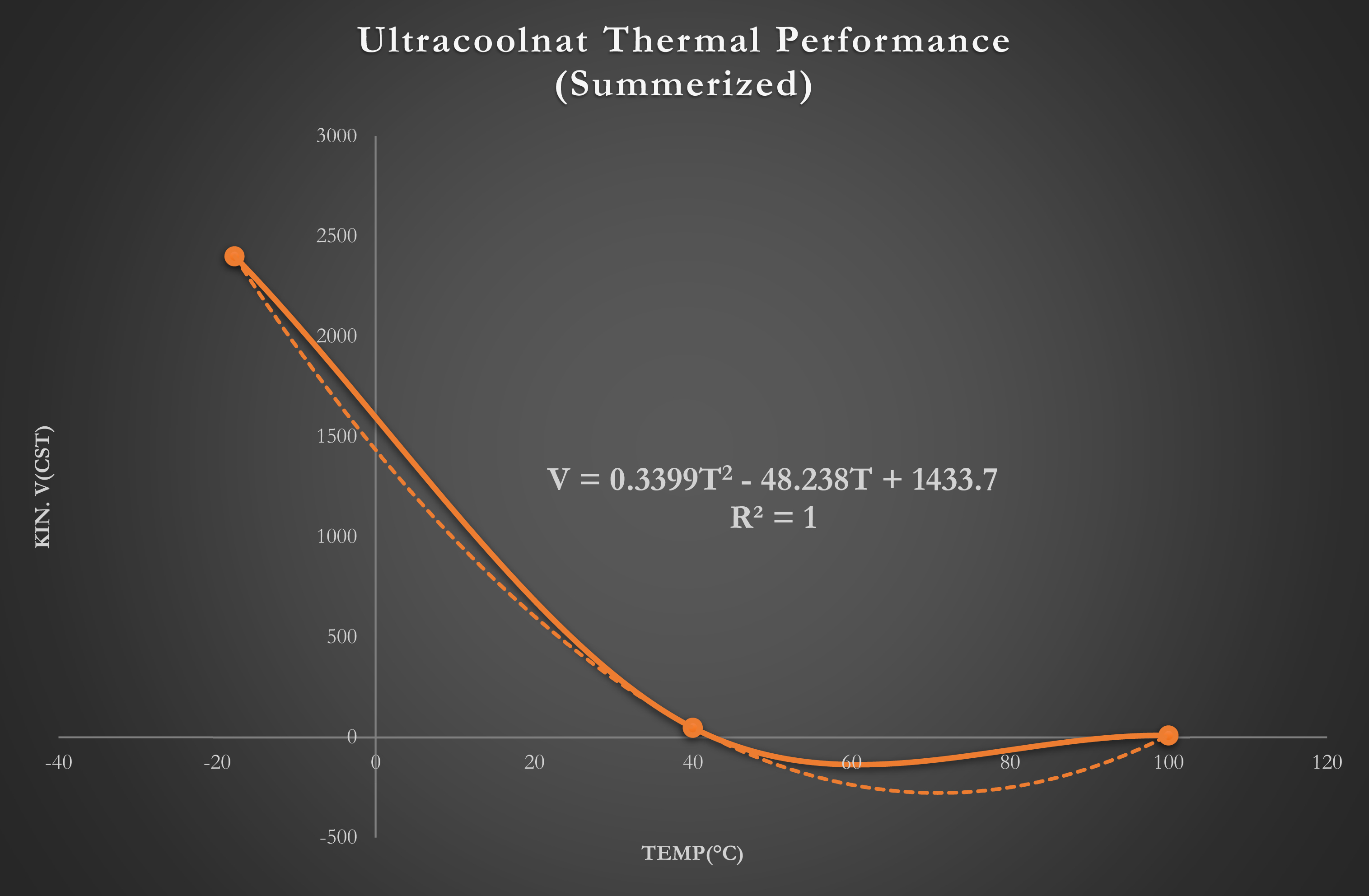
شکل 1: عملکرد حرارتی روغن Ultracoolant (خطای برازش: صفر)
مطابق آنچه که در شکل 1 مشهود است، ویسکوزیته سینماتیک روغن کمپرسوری Ultracoolant با ضابطه درجه دوم V=0.3399T2-48.238T+1433.7 در برابر دما نمو می کند. بدین ترتیب، در دمای -20°C ویسکوزیته سینماتیک روغن آلمانی برابر خواهد بود با 2534.42cSt که عدد قابل قبولی است.
از سوی دیگر، اما، روغن بهران را داریم که اطلاعاتی راجع به عملکرد آن در برودت اظهار نشده است. شاید این عدم اظهار بدین دلیل باشد که نه شرکت بهران و نه پژوهشگاه نفت در ایران قادر به اندازه گیری خواص رئولوژیک این روغن در دمای -20°C نبوده اند! علی ایحال، شکل 2 رفتار حرارتی روغن بهران را بصورت خطی و فقط با تکیه بر ویسکوزیته سینماتیک این روغن در دو نقطه دمایی 40 و 100 درجه سلسیوس نشان می دهد.
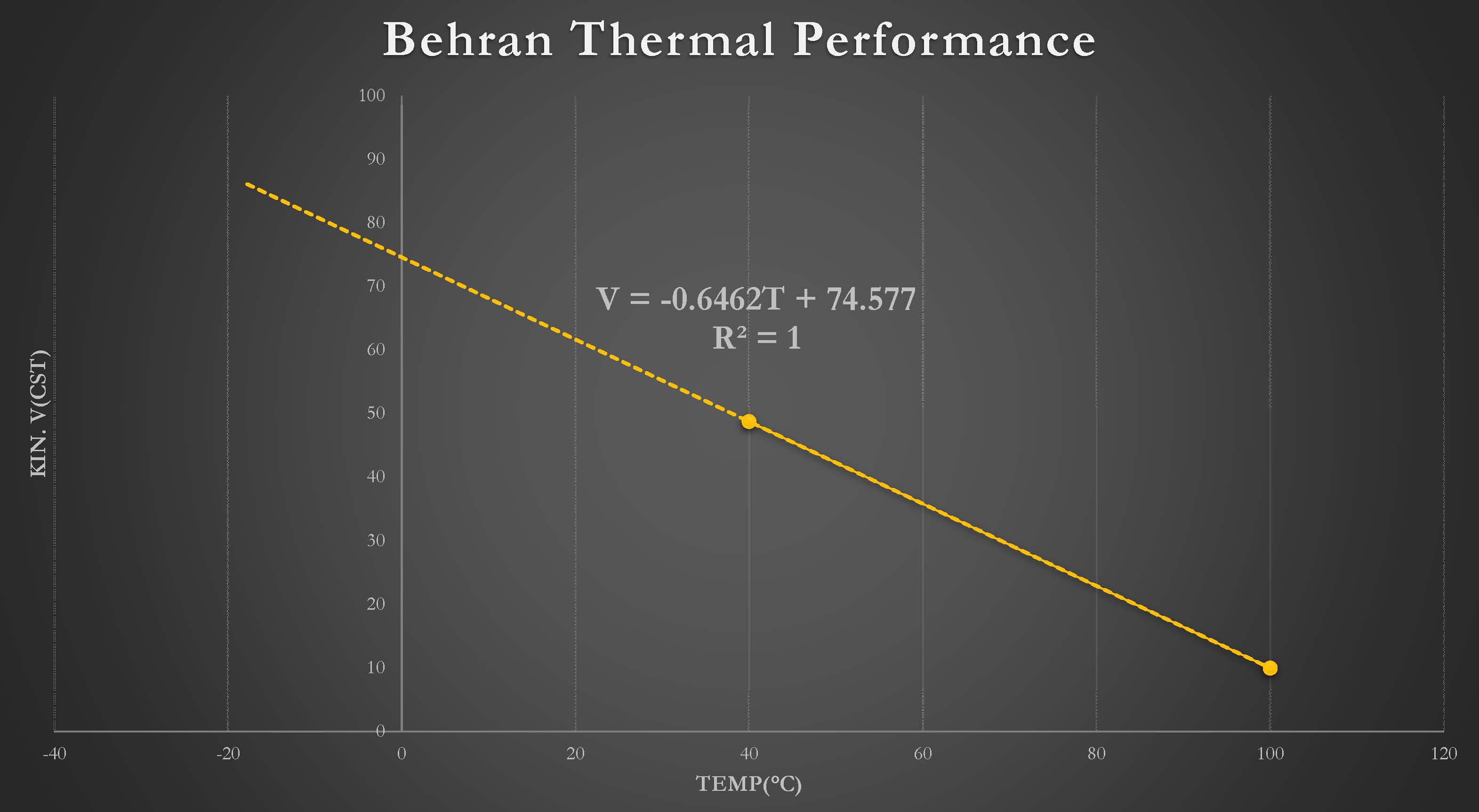
شکل 2: عملکرد حرارتی روغن بهران 1045 (خطای برازش: صفر)
همانطور که از نمودار شکل 2 پیداست، با توجه به اطلاعات ناکافی که بهران اظهار کرده در جدول 2، تنها می توان به برازش خطی دست زد. این برازش، علیرغم اینکه از خطای برازشی صفر برخودار است، اما نمی تواند معیار مناسبی برای پیش بینی ویسکوزیته سینماتیک روغن بهران در هر دمایی باشد. بعنوان نمونه، ویسکوزیته سینماتیک روغن بهران 1045 در دمای -20°C برابر 787.501cSt محاسبه می شود که در مقایسه با مقدار محاسباتی برای روغن Ultracoolant اصلا منطقی نیست! از دیگر سو، مقدار نقطه ریزش یا Pour Point روغن بهران 10 درجه سلسیوس بالاتر از روغن Ultracoolant اظهار شده است که نشاندهنده عملکرد ضعیفتر روغن بهران در برابر معادل آلمانی است. ولی براساس داده های مندرج در جداول 1 و 2، تفاوت رفتار حرارتی این دو روغن در نقاط دمایی 40 و 100 درجه سلسیوس قابل اغماض است و حتی به نظر نویسنده این مقاله، روغن بهران بدلیل اندیکس ویسکوزیته (VI) بالاتر رفتار بهتری نیز خواهد داشت در برابر شوک حرارتی.
بنابراین، بهترین نتیجه ای که می توان از دو نمودار نشان داده شده در شکل های 1 و 2 و داده های مندرج در جداول 1 و 2 گرفت آنست که عملکرد روغن بهران در سرما نامعلوم است و بهتر است با احتیاط در این خصوص اقدام کرد.
اما، احتمالا همگی می دانیم که رفتار حرارتی دو سیستم روغن تنها بخشی از فرآیند معادلسازی آنهاست. بخش مهمتری که بنظر نویسنده این مقاله جای تامل و احتیاط دارد، اظهار شرکت بهران در خصوص همراه داشتن 2,400ppm آب در نمونه روغن نوی بهران 1045 است. گذشته از این که چنین مقداری از آب برای یک نمونه روغن احتمالا 100 میلی لیتری بسیار بالا ارزیابی می شود، نکته نگران کننده ماجرا آنجاست که شرکت Ingersoll-Rand در جدول 1 اشاره ای به آبدار بودن روغن خود حتی در مقادیر اندک (مثلا 5ppm) نکرده است.
بنابراین، از این بخش می توان به این نتیجه رسید که هرچند رفتار حرارتی دو روغن بهران و Ultracoolant در برابر افزایش حرارت و مثلا دمای هوای جاری در فضای کاری کمپرسور باندازه 90°C تقریبا شبیه هم است، اما همراه داشتن حدود 2500ppm آب محلول در روغن بهران می تواند پتانسیل وقوع خوردگی و نیاز به تعمیرات زودهنگام در کمپرسور اسکرو را فراهم آورد.
در همین راستا، و بعنوان آخرین نکته در این مقاله کوتاه، نظر خوانندگان گرامی را به مقدار عدد اسیدی کل (TAN) اظهار شده توسط دو شرکت ایرانی و آلمانی در جداول 1 و 2 جلب می کنم. در جدول 1، مقدار TAN برای روغن Ultracoolant برابر 0.05mgKOH/g عنوان شده است که در کنار pH=9 نشاندهنده سیستم روغنی خنثی با رفتار شبه قلیایی است. این بدان معنیست که روغن Ultracoolant از دیدگاه خورندگی در برابر قطعات فلزی و سطوح صیقلی کمپرسور اسکرو و در عین حال، از دیدگاه مقاومت به تشکیل ترکیبات خورنده اسیددار به مرور زمان روغن ایمنی محسوب شده و طول عمر بالا (با توجه به زمان تعویض) خواهد داشت.
اما، بهران در جدول 2 به ذکر TAN=0.38mgKOH/g بسنده کرده و مقدار pH را ذکر ننموده است. با توجه به این حقیقت که مقدار TAN در سیستم روغن بهران 1045 باندازه 760 درصد یا 7.6 برابر از TAN اظهار شده برای روغن Ultracoolant بیشتر است، در صورت تصمیم به استفاده از روغن بهران باید احتیاط بیشتری در خصوص رفتار اسیدی این روغن در برابر اکسیداسیون و خوردگی قطعات بخرج داده شود.
در مقام نتیجه گیری، می توان از روغن بهران 1045 بعنوان جایگزینی برای روغن Ultracoolant ساخته شرکت معتبر آلمانی Ingersoll-Rand استفاده کرد. اما، زمان تعویض را باید کوتاه نمود چراکه عمر این روغن کمتر از نمونه آلمانی است و در زمان شارژ روغن نیز باید Water/Oil Separator کمپرسور اسکرو بازدید شده و از عملکرد صحیحش اطمینان حاصل شود. توصیه می شود که وضعیت خرابی کمپرسور در حالت عملکرد در دماهای پایین (زیر صفر درجه سلسیوس) مطالعه شده و فواصل بین نمونه گیری برای آنالیز روغن کمتر شود.
انتخاب مواد: مطالعه موردی برای انتخاب بین دو آلیاژ آلومینیوم براساس واکنش به حرارت
#سوال
با سلام و احترام خدمت مخاطبین گرامی این وبلاگ مهندسی
موضوع این پست، پاسخ به سوال مطرح شده از طرف یکی از مخاطبین این وبلاگ در خصوص انتخاب گرید آلیاژ آلومینیوم مناسب برای یک فرآیند پخت کاغذ است.
شرح سوال: برای تولید لوله ایی بدون درز که در شرایطی باید کار کنه که انتقال حرارت بالایی داشته باشه، تا 200°C تغییر شکل نداشته باشه، مقاومت به سایش نسبتا خوبی داشته باشه، خیلی سنگین نباشه و البته خیلی هم گرون نباشه به نظر شما دو گرید 1100 و 6063 از آلیاژهای آلومینیوم میتونه انتخاب خوبی باشه؟
گرید 1100،یک درصد آهن و سیلیسم داره و 0.12 درصد مس در حالت H14.
گرید 6063 هم 0.7 درصد منیزیم و 0.4 درصد سیلیسم داره.
ضخامت لوله نیم میلیمتره و درون لوله فقط قراره چراغی روشن باشه تا دمای لازم را تامین کنه.
کاغذ قراره از بین دو رول حرکت بکنه، جز شرایط دمایی که عرض کردم,و بحث سایش مورد دیگه ایی مد نظر نیست.
پاسخ: از آنجایی که گرید گرماکاری مربوط به 6063 را نفرموده بودید، لذا، مجبور شدم از جدول 1، صفحه 329، کتاب
ASM Specialty Handbook of Aluminum & Aluminum Alloys
به مقایسه میزان سختی حاصل از لوله های 6063 بپردازم که نتیجه مقایسه به شرح زیر است:
گرید O (25 برینل)، گرید T1 (42 برینل)، و گرید های T5 و T6 (60 برینل) که در مقایسه با سختی 32 برینلی لوله 1100 و در عین حال، دسترس پذیری (Accessibility)، گرید زیر برای مقایسه با 1100 انتخاب شد:
AA6063-T6
حال، در این مرحله، به مقایسه واکنش این دو لوله به حرارت می پردازیم. با مراجعه به نمودار شماره 1 که تغییرات استحکام کششی را در درجه حرارت های مختلف از صفر درجه تا 260 درجه سلسیوس برای این دو لوله آلومینیومی نشان می دهد، می توان مشاهده کرد که علی رغم بالاتر بودن درجه استحکامی گرید 6063 نسبت به 1100، واکنش آن به گرما شدیدتر است.
تحلیل عددی نمودار 1 نشان دهنده آن است که 6063 با شتابی کاهشی به اندازه 0.016 استحکام خود را به گرما می بازد. حال آنکه مقدار این شتاب در مورد 1100 به 0.001 می رسد و این یعنی آلیاژ 6063 باندازه 16 برابر بیشتر از 1100 در برابر حرارت استحکام خود را از دست می دهد! اما، از سوی دیگر، باید در نظر داشت که هر دو آلیاژ در نهایت و در 260 درجه سلسیوس به یک order از استحکام دست می یابند.

نمودار 1: واکنش دو گرید 1100-H14 و 6063-T6 به حرارت (معیار: Sut)
در مرحله دوم، نمودار شماره 2 را داریم که تغییرات ازدیاد طول دو آلیاژ 1100 و 6063 را نسبت به افزایش حرارت نشان می دهد.

نمودار 2: واکنش دو گرید 1100-H14 و 6063-T6 به حرارت (معیار: Elongation)
تحلیل عددی این نمودار نشان دهنده آن است که 6063 با شتاب کمتری به سمت ازدیاد طول 75 درصدی در 260°C می رود تا آلیاژ 1100 و این بدان معنی است که آلیاژ 6063 از واکنش خزشی آرامتری در برابر حرارت برخوردار است.
بعنوان مرحله سوم، مقایسه خواص حرارتی را داریم که هر دو آلیاژ از نظر ظرفیت گرمایی و دانسیته در یک order قرار دارند. تنها ضریب هدایت حرارتی می ماند که در مورد 6063 باندازه 20 درصد نسبت به 1100 کمتر است و این بدان معنی است که انتقال حرارتی که با توسل به مکانیزم تابشی در فضای درونی لوله 6063 تولید می شود باندازه 20 درصد دیرتر نسبت به 1100 منتشر شده و به سطح خارجی آن می رسد که این موضوع از نظر مهندسی فرایند قابل اغماض است.
نتیجه گیری: با توجه به آنچه که در مورد سختی، کاهش دو خاصیت استحکام کششی و ازدیاد طول در اثر گرما، و خواص حرارتی بیان شد، انتخاب آلیاژ AA6063-T6 منطقی تر به نظر می رسد.
امیدوارم پاسخ خود را گرفته باشید.
ترک گرم در جوشکاری لیزر دو چرخدنده: مطالعه موردی
با درود فراوان به تمامی مخاطبین محترم این وبلاگ مهندسی
پیرو سوال مطرح شده از طرف یکی از مخاطبین این وبلاگ، پاسخ ارائه شده جهت استفاده سایرین به شرح زیر ایفاد می گردد:
شرح سوال: دو چرخدنده داریم که قبلا بوسیله پرس به یکدیگر متصل می شدند. جنس یکیEN18C و دیگری 20MC5 است. قبلا این دو چرخدنده در یکدیگر جازده می شدند. اما، در حال حاضر، با تغییر فرآیند تولید، جوشکاری لیزری با طرح اتصال V شکل (LBW-V joint) انجام می شود. منتها، مشکل ترک وجود دارد! بطوریکه ترک طولی در کل جوش (بلافاصله پس از جوش) دیده شده و حتی پیشگرم نیز نتوانسته است کمکی بکند. لیزر از نوع Co2 و در ترکیب با گاز هایN2 & He (نیتروژن و هلیوم) می باشد. مشکل از کجاست و چطور می توان رفع کرد؟
پاسخ: تحلیل خرابی این مشکل از چهار بخش تشکیل شده است: شناخت نوع ترک، شناخت فولاد ها، تحلیل داده ها، و نتیجه گیری
الف) شناخت نوع ترک
از نظر علت وقوع، ترک های جوش به چهار دسته اصلی تقسیم می شوند: گرم، لایه ای، بازگرمی، و سرد. برای اطلاعات بیشتر راجع به انواع ترک های جوشکاری، مراجعه به صفحات 7 تا 9 کتاب زیر توصیه می شود:
The Everyday Pocket Handbook for Visual Inspection & Weld Discontinuities-Causes & Remedies (AWS),1996
از میان موارد فوق، ترک های گرم و بازگرمی (Hot & Reheat Cracking) شرایط تقریبا یکسانی داشته و ترک های سرد و لایه ای نیز تقریبا شبیه به هم هستند. از سوی دیگر، ترک های گرم و لایه ای پس از جوشکاری قابل ردیابی بوده، ولی ترک های سرد و بازگرمی قابلیت ردیابی ندارند. از آنجا که ترک درست پس از جوشکاری و بصورت طولی اتفاق می افتد، پس باید بدنبال ترک گرم باشیم
مشخصات ترک گرم یا Hot Crack عبارتند از
- تشکیل بالاتر از 550 درجه سلسیوس (یعنی بالاتر از 0.8Tm)؛
- فقط در مرز دانه ها اتفاق می افتد؛
- بدلیل وجود ناخالصی در ترکیب شیمیایی (مثل گوگرد و فسفر) و بروز پدیده جدایش ایجاد می گردد
ترک گرم بر سه نوع است: ترک انجمادی که در فلز جوش رخ می دهد، ترک گداختی که در منطقه هز رخ می دهد، و ترک چاله جوش که در فلز جوش پیش می آید. از میان سه مورد فوق، و با توجه به نوع فرآیند و نوع ترک مشاهده شده، باید بدنبال ترک انجمادی باشیم.
ب) شناخت فولاد ها
- فولاد EN18C: این گرید زیر مجموعه فولاد های سازه ای و ماشین سازی است و در گروه فولاد های کروم دار کم آلیاژی جای داده می شود. این فولاد در استاندارد BS 970 تعریف شده است.
- فولاد 20MC5: این فولاد نیز زیرمجموعه فولاد های سازه ای و ماشین سازی است، اما در گروه دیگری جای می گیرد که با عنوان Case Hardening Steels شناخته می شود.
ج) تحلیل داده ها
براساس خط اول، پاراگراف اول، ص 226، جلد سوم، کتاب Hot Cracking Phenomena in Welds, 2011، ترک انجمادی زمانی اتفاق می افتد که فلز جوش در حال انجماد قادر به تحمل کرنش های حرارتی طی مراحل نهایی سرد شدن جوش نباشد. این عیب از آنجا ناشی می شود که دمای فلز جوش در همه جا یکسان نخواهد بود. برخی از کارشناسان بر این عقیده اند که ترک انجمادی از یکی از سه عامل زیر ناشی می شود:
- قطع ناگهانی جریان مذاب به حوضچه جوش؛
- افزایش بیش از حد کرنش؛
- پیشی گرفتن حجم هندسی منطقه حاوی فیلم مذاب از حجم مذاب موجود برای پر کردن فضای خالی ایجاد شده
اما، در این میان، عامل دیگری با عنوان ناخالصی در ترکیب شیمیایی نیز هست که در ادامه مورد مطالعه قرار می گیرد. از جمله مهمترین ناخالصی ها گوگرد است که نقطه ذوب ترکیبی پایینی دارد. در همین راستا، و از آنجا که سوال شما در مورد لیزر گاز کربنیک (Co2 Laser) است، توجه شما را به نتیجه گیری انجام شده در صفحات 260 و 261 کتاب فوق جلب می نمایم:
این کتاب، ترک انجمادی را به دو حالت A & B تقسیم کرده است که ما در اینجا با نوع A سروکار داریم. بر این اساس، ترکیب شیمیایی فلز جوش بر ریسک وقوع ترک طولی (Type A) تاثیر گذار است. این نتیجه گیری را بند 3 از بخش نتیجه گیری مقاله زیر، ص 10 از 11، تایید می کند:
J. C. Lippold, Solidification Behavior & Cracking Susceptibility of Pulsed-Laser Welds in Austenitic Stainless Steels, Welding Research Supplement, pp129-139, June 1994
دوم اینکه، کاهش سرعت جوشکاری یا Travel Speed می تواند بشدت روی کاهش ریسک ترک اثر گذار باشد.
در ص 251 کتاب فوق، آخرین پاراگراف، یک فرمول برای بررسی ریسک ترک گرم انجمادی با اجماع آماری بین سه روش جوشکاری زیرپودری، پرتو الکترونی، و پرتو لیزر تعریف شده است (این فرمول با مراجعه به وبسایت موسسه جوش انگلستان یا TWI نیز تایید می شود)
UCS=230C+190S+75P+45Nb-12.3Si-5.4Mn-1
که در فرمول فوق، مقدار کربن نباید از 0.08 درصد وزنی کمتر شود. براساس داده های وبسایت موسسه جوشکاری انگلستان و کتاب فوق، اگر UCS<10 باشد، نشاندهنده حساسیت کمتر فولاد به ترک انجمادی است. اما اگر مقدار آن بزرگتر-مساوی 30 (برخی منابع: 28) باشد، خبر خوبی نیست. از سوی دیگر، معیار دیگری برای تعیین حساسیت یک فلز به ترک گرم (عمومی) داریم:
HCS=[C+(S+P+si/25+Ni/100) *10,000]/[3Mn+Cr+Mo+V]
اگر مقدار این شاخص کوچکتر-مساوی 4 شود، بیانگر مقاومت خوب به ترک گرم است؛ و برعکس!
براین اساس، فرمول های فوق در نرم افزار اکسل (Excel) نوشته شد، و با توسل به Conditional Formatting شرط شد که اگر مقدار شاخص حساسیت به ترک انجمادی گرم از 30 بیشتر شد، رنگ قرمز نشان داده شود و به همین ترتیب، اگر شاخص حساسیت به ترک گرم (عمومی) از 4 بیشتر شد، رنگ زرد به نمایش درآید. نتایج بدست آمده برای دو آلیاژ جالب است:
EN18C: UCS=91.03, HCS=32.22
20MC5: UCS=36.82, HCS=15.68
مقادیر فوق حالت ماکزیمم را نشان می دهد که بیانگر حساسیت شدید هر دو گرید فولادی به ترک گرم، بویژه ترک انجمادی گرم، است. بنابراین، پیشگرم نمی توانسته است هیچ کمکی به شما بکند. سایر مقادیر در شکل های 1 و 2 نشان داده شده اند:

شکل 1: محاسبات انجام شده برای حساسیت به ترک گرم در فولاد 20MC5

شکل 2: محاسبات انجام شده برای حساسیت به ترک گرم در فولاد EN18C
د) نتیجه گیری
براساس تحقیقات انجام شده در موسسه جوش انگلستان (TWI)، عوامل زیر می تواند به ترتیب اهمیت در بروز ترک انجمادی گرم در فولاد ها حین اتصال به روش لیزر گاز کربنیک اثر گذار باشد:
1- شکل مقطع جوش (بعنوان عامل توزیع تنش های حرارتی، بویژه در حالتی که در محل اتصال بین دو قطعه برآمدگی یا تحدب وجود داشته باشد)؛
2- ترکیب شیمیایی فلز (های) پایه؛
3- سرعت جوشکاری؛ و
4- عمق نفوذ جوش (نسبت عمق به عرض بالا می تواند بعنوان عامل منفی در کنترل تنش های حرارتی عمل کند)
بنابراین، می توان علل خرابی و راهکار های زیر را پیشنهاد کرد:
- نوع فولاد های تشکیل دهنده چرخدنده هیچکدام برای جوش لیزر مناسب نیستند!
- مقطع طرح اتصال بازنگری شود (طرح لاله ای مناسبتر است که باید در SYSWeld یا Abaqus بررسی شود. البته می توان از آنالیز الگوی توزیع تنش حرارتی در Comsol نیز بهره گرفت)؛
- سرعت جوشکاری کنترل شود؛
- از حالت نفوذ کامل (CJP) در جوش لیزر استفاده شود.
امیدوارم پاسخ خود را گرفته باشید
علت ترک خوردگی در جوش ناهمسان دو فولاد Ck15 و AISI 321: مطالعه موردی
با درود فراوان
در پی سوال مطرح شده از طرف یکی از مخاطبین محترم این وبلاگ مهندسی در خصوص علت ترک خوردگی در اتصال جوش بین دو فلز مختلف (یکی کربن استیل و دیگری استنلس استیل)، موارد زیر با توجه به داده های ورودی از طرف ایشان ایفاد می گردد.
ابتدا، ورودی مساله: اتصال سر به سر، فلز پایه استنلس استیل AISI 321 و کربن استیل Ck15(Dissimilar Welding)
فرآیند جوش: GTAW یا TIG (آرگون خالص)، سیم جوش AISI 309؛ توضیح اینکه ترک خوردگی حتی با تغییر آمپراژ هم ادامه یافته است.
پاسخ به این سوال از چهار بخش تشکیل شده است: شناخت فلزات پایه (تحلیل شیمیایی)، مقایسه خواص فیزیکی و شیمیایی دو فلز پایه، انتخاب فلز پرکننده، و نتیجه گیری
قبل از شروع صحبت لازم بذکر می دانم که خواص فرآیند جوشکاری، اقتصاد جوش، و احتمال بروز عیوبی غیر از ترک گرم و بازگرمی در محل اتصال، و خواص طرح اتصال در این نوشتار مورد ارزیابی قرار نگرفته است.
الف) شناخت دو فلز پایه
فولاد Ck15 از جمله فولاد های معمولی سازه ای (کربن استیل) عملیات حرارتی پذیر، با سطح کیفی نجیب (بدلیل وجود حرف آلمانی k در کُد معرف آن) می باشد. لازم به توضیح است که حضور حرف k نشاندهنده وجود حداقل 0.035 درصد فسفر و گوگرد در ساختار شیمیایی این فولاد است. این فولاد، بدلیل کربن نسبتا اندکی که دارد، از جوش پذیری خوبی برخوردار است. حضور سیلیسیم باندازه حداکثر 0.35 در این فولاد نشاندهنده استحکام مناسب، در عین انعطاف پذیری لازم است. از طرفی، حضور منگنز باندازه 0.6 درصد در این فولاد نیز خبر خوبی است. چراکه این اندازه از منگنز بیانگر سختی پذیری، استحکام، چقرمگی، و عدم تمایل به ترک گرم است. جدول 1 را ببینید.
جدول 1: تحلیل شیمیایی فولاد Ck15


شکل 1: جایگاه فولاد Ck15 در دیاگرام شفلر
از سوی دیگر، فولاد استنلس AISI 321 را داریم که با توجه به میزان اندک کربنش (جدول 2 را ببینید) جزو کم کربن ها محسوب می شود. بنابراین، جوش پذیر بوده و از انعطاف پذیری لازم نیز برخوردار است. میزان منگنز حاضر در ترکیب شیمیایی AISI 321 نیز نوید بخش چقرمگی خوب، استحکام، و در عین حال، سختی پذیری مناسب است. در عین حال، این مقدار منگنز می تواند تا اندازه زیادی از بروز ترک گرم جلوگیری کند. کروم این فولاد حدود 19 درصد است که نشاندهنده مقاومت به خوردگی، در عین بهبود خواص مکانیکی است. البته، حضور نیکل باندازه 12 درصد می تواند به همراه کروم موجب بهبود مقاومت به خوردگی AISI 321 در دما های بالا (حدود 300 تا 800 درجه سلسیوس) گردد. در ساختار AISI 321 تیتانیوم را داریم که بیشتر با نیت جلوگیری از تشکیل کاربید های کروم به ترکیب آن اضافه شده است.
جدول 2: تحلیل شیمیایی فولاد AISI 321


شکل 2: جایگاه فولاد AISI 321 در دیاگرام شفلر
ب) مقایسه دو فلز پایه
از دیدگاه حساسیت به ترک گرم، محاسبات انجام شده توسط نویسنده این پست نشاندهنده آن است که حساسیت به ترک گرم در Ck15 بیش از 5 برابر AISI 321 است. اما، در ترک بازگرمی، اوضاع Ck15 بهتر است و در این مرحله آلیاژ AISI 321 است که تقریبا حساسیت 10 برابری نسبت به ترک بازگرمی در برابر Ck15 از خود نشان می دهد. این اعداد و ارقام وقتی بیشتر نگران کننده می شود که به نمودار مقایسه خواص فیزیکی این دو فولاد نگاهی بیاندازیم (شکل 3): بیشتر اختلاف این دو ماده پایه در ضریب متوسط انبساط حرارتی است و پس از آن، بیشترین اختلاف را ضریب هدایت گرمایی این دو فولاد به خود اختصاص می دهد. این در حالی است که دانسیته این دو فولاد یکی است که همین می تواند عاملی در جهت تمایل خط جوش به اعوجاج و بروز ترک گرم به حساب آید.

شکل 3: مقایسه ای از خواص فیزیکی دو فلز پایه
جدول 3: مقایسه تمایل به تشکیل ترک گرم و ترک بازگرمی در دو فلز پایه

جایگاه فولاد Ck15 با لوزی سبز رنگ و جایگاه AISI 321 با لوزی قرمز رنگ در دیاگرام شفلر مشخص شده است (شکل 3 را ببینید).

شکل 4: مقایسه ای از جایگاه دو فولاد Ck15 (لوزی سبز) و AISI 321 (لوزی قرمز) در دیاگرام شفلر
با توجه به اینکه گفته نشده بود که از چه میزان رقتی (Dilution) استفاده شده است، بنده از پیش فرض های تجربی استفاده کرده ام. بدین ترتیب که میزان رقت در فرآیند GTAW کاملا به مکانیزم انتقال فلز یا متال ترنسفر بستگی دارد که در حالت اتصال کوتاه یا
Short Circuit=10%
می باشد که مینیمم است (البته اگر بخواهیم از سیم جوش استفاده کنیم!) و در حالت متال اسپری یا
Metal Spray=50%
است. اما، چیزی که باید در اینجا مورد بحث قرار گیرد، تخمین ترکیب احتمالی عناصر در فلز جوش است. چیزی که در بخش بعدی بدان خواهیم پرداخت. اما، می توان نتایج محاسبه درصد وزنی عناصری که باید در فلز جوش حضور داشته باشند را در جدول 4 برای دو حالت از رقت ببینید. فقط توجه داشته باشید که میزان رقت بین دو فلز پایه یکسان نیست. دلیل آن را در بخش بعدی خواهیم فهمید.
در عین حال، تخمین دو عنصر سرنوشت ساز نیکل (Ni) و منگنز (Mn) در فلز جوش در قالب دو نمودار در شکل های 5 و 6 (به ترتیب) نشان داده شده است.
جدول 4: ترکیب شیمیایی فلز جوش در صورت استفاده از سیم جوش های مختلف در دو حالت از رقت (Dilution)


شکل 5: تخمینی از حضور عنصر نیکل (Ni) در فلز جوش در دو حالت از رقت

شکل 6: تخمین حضور عنصر منگنز (Mn) در ترکیب فلز جوش در دو حالت از رقت
ج) انتخاب سیم جوش
علاوه بر سیم جوش AISI 309، بنده سیم جوش های دیگری را نیز به فهرست انتخاب های ممکن افزوده ام که همگی آنها را می توان در جدول 4 مشاهده کرد. شرح ترکیب شیمیایی این سیم جوش ها در جدول 5 نشان داده شده است.
جدول 5: ترکیب شیمیایی سیم جوش های مورد نظر برای اتصال Ck15 و AISI 321

همانطور که می توانید در جدول 5 ببینید، پایینترین نسبت کروم معادل (CrE) به نیکل معادل (NiE) را در میان سیم جوش های استنلس آستنیتی، سیم جوش 309 دارد. از سوی دیگر، در میان سیم جوش های پایه نیکلی، نسبت کروم معادل به نیکل معادل در سیم جوش ERNiCr-6 پایینتر از همه سیم جوش هاست. نمودار شکل 7 را ببینید.

شکل 7: نسبت کروم معادله به نیکل معادل (CrE/NiE) در سیم جوش های مختلف
همانطور که می دانیم، نسب کروم معادل به نیکل معادل (CrE/NiE) شاخصی برای تعیین تمایل به تشکیل ساختار آستنیتی است. هرچه این شاخص کمتر باشد، ساختار فریتی مجال کمتری برای تشکیل یافته و لذا شانش بروز ترک گرم و بازگرمی نیز کمتر می شود.
با نگاهی به دیاگرام شفلر در شکل 8، می توان نتیجه گرفت که انتخاب اولیه در مورد فیلر متال درست بوده است. گرچه، امکان استفاده از فیلر متال نیکل پایه گرید 6 نیز کار را بهتر می کرد.

شکل 8: جایگاه سیم جوش های معرفی شده در جدول 5 در دیاگرام شفلر
بنابراین، باید علت ترک خوردگی را در دیاگرام شفلر و میزان رقت جستجو کرد. با مراجعه به دیاگرام تکمیل شده شفلر در بخش بعدی، علت بروز ترک را می توان حدس زد.
د) نتیجه گیری
براساس استاندارد های انجمن مهندسی جوش آلمان (DVS)، نوع اتصال ناهمسان (Dissimilar Joint) شما جزو کلاس یک محسوب می شود. بدین ترتیب، اگر میزان رقت برای Ck15 پایین نگه داشته شود، ترک گرم کمترین شانس را خواهد داشت. با نگاهی به دیاگرام شفلر، مشخص می شود که اگر میزان رقت Ck15 خیلی بالا رود، فلز جوش وارد فاز آستنیت+مارتنزیت شده و احتمال بروز ترک گرم در آن شدت خواهد یافت. میزان رقت 321 در اینجا خیلی مهم نیست. بنابراین، در اتصال سر به سر با یک پاس، انجام موارد زیر ضروری است: اگر رقت 10 درصد را انتخاب کرده اید، سهم Ck15 نباید از 2 درصد فراتر رود. در واقع، سهم بندی رقت 80 به 20 است.
اما، اگر رقت 50 درصدی را انتخاب کرده اید، سهم Ck15 باید به 10 درصد افزایش یابد که باز هم مقایسه کاملی در این خصوص در شکل 9 نمایان است.

شکل 9: دیاگرام شفلر برای اتصال دو فولاد ناهمسان Ck15 و AISI 321
امیدوارم پاسخ خود را گرفته باشید
نامگذاری آلیاژهای فولاد در استاندارد های اروپایی (آلمانی) و امریکایی به همراه مروری بر کتاب کلید فولاد
با درود فراوان به محضر تمامی مخاطبین محترم این وبلاگ مهندسی
آنچه که طی این مقاله آموزشی قصد بررسی آن را داریم، مقدمه ای است بر سیستم کد بندی آلیاژ های فولادی در استاندارد های ایالات متحده امریکا و جمهوری فدرال آلمان که در این میان، ناگزیر از مرور کتاب و نرم افزار کلید فولاد نیز خواهیم بود. بنابراین، محتوای این مقاله آموزشی، علاوه بر مرور روش های نامگذاری انواع آلیاژهای فولاد در استاندارد های امریکایی و آلمانی به آموزش نحوه کار با کتاب کلید فولاد نیز اختصاص دارد.
گفتنی است محتوای این مقاله قبلا طی وبیناری در سوپرگروه تلگرامی ایران مواد ارائه شده و نسخه pdf آن در لینک زیر جهت دانلود علاقمندان قرار داده شده است:
لینک دانلود نسخه pdf این مقاله
الف) مقدمه
در معرفی سیستم گرید بندی برای آلیاژ های فولادی، ابتدا، استاندارد های ایالات متحده بررسی شده و سپس سیستم آلمانی معرفی خواهد شد. مقایسه این دو سیستم را بر عهده مخاطبین محترم می گذارم. استاندارد هایی که در ارائه امشب مورد بررسی قرار خواهند گرفت، به ترتیب، عبارتند از SAE/AISI/ANSI/ASTM/ASME و در انتها، استاندارد های آلمان، موسوم به DIN به همراه معرفی سیستم شماره گذاری مواد معروف آن. در انتهای مطالب نیز گریزی می زنیم به کلید فولاد، ساختار آن، و نحوه استفاده از آن که گویا مورد نیاز بسیاری از مهندسین بوده است.
اما، قبل از هر چیز، مایلم به این سوال پاسخ بدهم که اصولا چرا کلید فولاد تهیه شده است و چرا یک مهندس طراح (فرقی نمی کند، متالورژ، مکانیک، یا عمران) باید با استاندارد های مختلف آشنا باشد و بتواند حدس بزند فلان کد یا شماره مواد مربوط به کدام کشور است؟ مگر آشنایی با یک سیستم استانداردی کفاف کار طراحی و انتخاب مواد را نمی دهد؟
شاید برای شما جالب باشد که در حال حاضر، بیش از 14000 نوع گرید فولادی به دنیای صنعت معرفی شده است و این تعداد روز به روز در حال افزایش است (و البته کاهش...چون برخی گرید های فولادی از لیست حذف شده و تولید آنها به هر دلیل متوقف می شود). بنابراین، دسترسی به مرجعی کامل و به روز از گرید های مختلف فولادی نیاز هر مهندس طراحی است. اما، استاندارد های مختلف، با توجه به دیدگاه های متفاوتی که دارند، سیستم های متفاوتی را برای تقسیم بندی فولاد ها ارائه داده اند. بعنوان مثال، معیار تقسیم بندی فولاد در استاندارد های SAE/AISI صرفا ترکیب شیمیایی است. این در حالی است که معیار تقسیم بندی فولاد در سیستم استانداردی ASTM/ANSI/ASME علاوه بر ترکیب شیمیایی، ساختار، روش ساخت، و حتی ضخامت را نیز شامل می شود. از سوی دیگر، تقسیم بندی فولاد ها در استاندارد کشور آلمان صرفا براساس کاربرد فولاد است.
در ادامه به معرفی این سیستم ها خواهیم پرداخت.
الف) سیستم تقسیم بندی فولاد امریکایی SAE/AISI
موسسه آهن و فولاد ایالات متحده یا AISI=American Iron & Steel Institute به همراه انجمن مهندسان خودروی ایالات متحده SAE=Society of Automotive Engineers در خلال سال های پایانی دهه 30 قرن بیستم (1930)، بصورت جداگانه پروژه ای را با هدف ابداع سیستمی بمنظور تقسیم بندی فولاد ها شروع کردند که پس از اصلاحیه های فراوان در اوایل دهه 50 قرن بیستم (1950) به تصویب رسید. این پروژه منجر به ابداع سیستم تقسیم بندی و شماره گذاری فولاد ها در استاندارد های تدوین شده توسط این دو موسسه شد. بعد ها این دو سیستم (که اتفاقا شباهت زیادی هم به یکدیگر داشتند!) در هم ادغام شده و سیستم شماره گذاری فولاد SAE/AISI متولد شد. در سال 1995، اما، موسسه آهن و فولاد ایالات متحده که تدوین استاندارد و مشخصه فنی برای فولاد ها را در رسالت خود نمی دید، ادامه توسعه این سیستم را به انجمن مهندسان خودروی ایالات متحده واگذاشت.
همانطور که بالاتر گفتیم، این سیستم فولاد ها را از منظر ساختار شیمیایی آنها تقسیم بندی می کند. طبقه بندی فولاد ها در این استاندارد عبارتست از:
- فولاد های ساده کربنی: فولاد هایی با درصد عناصر آلیاژی صفر که اصطلاحا به Plain Carbon Steels معروفند. مثال: انواع فولاد های ساختمانی و سازه ای
- فولاد های میکروآلیاژی: گرید هایی از فولاد که کوچکتر-مساوی یک درصد عناصر آلیاژساز در ساختار خود داشته باشند. مثال: لوله های انتقال نفت
- فولاد های کم آلیاژ: فولاد هایی با بزرگتر از یک و کوچکتر-مساوی 5 درصد عناصر آلیاژساز. مثال: شاسی های خودرویی
- فولاد های پرآلیاژ: فولاد هایی با بزرگتر از 5 و کوچکتر-مساوی 50 درصد عناصر آلیاژساز. مثال: فولاد های ابزار و زنگ نزن
با این دیدگاه، فولاد های ساده کربنی به زیر گروه های زیر تقسیم می شوند:
- کم کربن: فولاد هایی با کوچکتر-مساوی 0.1 درصد کربن. مثال: بدنه خودرو
- کربنی نرم: این فولاد ها به Mild Steel معروف بوده و بزرگتر از 0.1 و کوچکتر-مساوی 0.3 درصد کربن در ساختار خود دارند. مثال: ساختمانی ها
- کربن متوسط: فولاد هایی با بزرگتر از 0.3 و کوچکتر-مساوی 0.6 درصد کربن. مثال: انواع شفت، چرخدنده
- پرکربن: فولاد هایی با بزرگتر از 0.6 و کوچکتر-مساوی 1.7 درصد کربن. مثال: قالب سنبه و ماتریس، ابزار
اکنون که جزییات فوق را می دانیم، می توانیم ساختار تقسیم بندی فولاد در استاندارد های SAE/AISI را معرفی کنیم. در این ساختار از یک کد چهار رقمی استفاده می شود که ممکن است برخی از حروف انگلیسی به ابتدا، وسط، یا انتهای آن اضافه شوند که هرکدام معنی و مفهوم خود را می دهند. رقم اول این کد نشاندهنده گروهی است که فولاد بدان تعلق دارد (براساس عنصر آلیاژساز اصلی یا اول). برخی منابع، از این کد تک رقمی تحت عنوان «گروه آلیاژی» نام برده اند که بنظر بنده درست است، اما موجب پیچیدگی می شود. اعداد زیر نشاندهنده گروه های فولادی در استاندارد فوق است
عدد 1 برای فولاد های کربنی (بدون آلیاژ یا ساده)، عدد 2 برای فولاد های نیکل دار (فولاد های آلیاژی که نیکل عنصر آلیاژساز اصلی محسوب می شود)، عدد 3 برای فولاد های نیکل-کروم، عدد 4 برای فولاد های مولیبدنی، عدد 5 برای فولاد های کروم دار، عدد 6 برای فولاد های کروم-وانادیوم، عدد 7 برای فولاد های تنگستنی، عدد 8 برای فولاد های نیکل-کروم-مولیبدن (دقیقا به همین ترتیبی که عنوان شد)، و درنهایت، عدد 9 برای فولاد های سیلیکون-منگنز دار
به همین ترتیب، عدد دوم نشاندهنده عنصر یا عناصر آلیاژساز دوم است و بدین ترتیب، دو رقم اول گروه آلیاژی فولاد را تشکیل می دهند. بر این اساس، با دانستن دو عدد اول کد، می توان به تایپ فولاد دسترسی پیدا کرد. به ترتیب زیر:
کد 10: فولاد های ساده کربنی با حداکثر یک درصد منگنز
کد 11: فولاد های ساده کربنی گوگرد دار، خوش تراش (برخی چرخدنده ها، پیچ و مهره های دنده تراشی)
کد 12: فولاد های ساده کربنی فسفر دار، خوش تراش، مقاوم به سایش
کد 13: فولاد های ساده کربنی، منگنز دار (در برخی منابع: فولاد های کربن-منگنز) با حداکثر 1.75 درصد منگنز (پیچ های پراستحکام)
برای گروه فولاد های نیکل دار، کد رقم دوم بصورت زیر نوشته می شود. این گروه آلیاژی بیشتر در دما های خیلی پایین کاربرد دارد:
کد 23: فولاد های آلیاژ شده با حداکثر 3.5 درصد نیکل
کد 25: فولاد های آلیاژ شده با حداکثر 5 درصد نیکل
برای گروه فولاد های نیکل-کروم دار، کد رقم دوم به صورت زیر است:
کد 31: فولاد های آلیاژ شده با حداکثر 1.25 درصد نیکل و 0.65 تا 0.8 درصد کروم
کد 32: فولاد های آلیاژ شده با حداکثر 1.25 درصد نیکل و 1.07 درصد کروم
کد 33: فولاد های آلیاژ شده با حداکثر 3.5 درصد نیکل و 1.5 تا 1.57 درصد کروم
کد 34: فولاد های آلیاژ شده با حداکثر 3 درصد نیکل و 0.77 درصد کروم
برای گروه فولاد های مولیبدن دار، کد رقم دوم به صورت زیر نوشته می شود:
کد 40: فولاد های آلیاژ شده با 0.2 تا 0.25 درصد مولیبدن و حداکثر 0.042 درصد گوگرد
کد 44: فولاد های آلیاژ شده با 0.4 تا 0.52 درصد مولیبدن
کد 41: فولاد های آلیاژ شده با 0.5 تا 0.95 درصد کروم و 1.12 تا 0.3 درصد مولیبدن (معروف به کرومولی، مقاوم به خزش، مناسب برای ساخت انواع شفت و زنجیر)
کد 43: فولاد های آلیاژ شده با حداکثر 1.82 درصد نیکل، 0.5 تا 0.8 درصد کروم، و حداکثر 0.25 درصد مولیبدن (بیشترین میزان چقرمگی، فولادی که شاسی جنگنده افسانه ای میگ-25 از آن ساخته شد)
در این میان، گاه، از حروف انگلیسی در وسط کد استفاده می شود (پس از دو رقم اول) که نشاندهنده اضافه شدن یک یا دو عنصر به ترکیب فولاد و ایجاد یک گرید جدید از همان خانواده است. مانند 43BV که بیانگر فولاد آلیاژ شده با حداکثر 1.82 درصد نیکل، حداکثر 0.5 درصد کروم، و 0.12 تا 0.35 درصد مولیبدن است که در ساختار آن عناصر وانادیوم و بورون نیز اضافه شده اند.
کد 46: فولاد های آلیاژ شده با 0.85 تا 1.82 درصد نیکل، و 0.2 تا 0.25 درصد مولیبدن
کد 47: فولاد های آلیاژ شده با حداکثر 1.05 درصد نیکل، حداکثر 0.5 درصد کروم، و 0.2 تا 0.35 درصد مولیبدن
کد 48: فولاد های آلیاژ شده با حداکثر 3.5 درصد نیکل و 0.25 درصد مولیبدن
برای گروه فولاد های کروم دار، کد رقم دوم به صورت زیر نوشته می شود:
کد 50: فولاد های آلیاژ شده با 0.27 تا 0.5 درصد کروم
کد 51: فولاد های آلیاژ شده با 0.8 تا 1.05 درصد کروم (مناسب برای انواع یاتاقان و برینگ)
کد 52: فولاد های آلیاژ شده با حداکثر 1.45 درصد کروم و حداقل 1 درصد کربن
در میان گروه آلیاژی 5 نیز گرید هایی پیدا می شوند که بنا به اهداف خاص، بورون به ساختار شیمیایی آنها اضافه می شود. این دسته از فولاد ها، حرف بی انگلیسی را پس از دو رقم اول در کد خود دارند.
برای گروه فولاد های کروم-وانادیوم، کد رقم دوم به صورت زیر نوشته می شود:
کد 61: فولاد های آلیاژ شده با 0.6 تا 0.95 درصد کروم و 0.1 تا 0.15 درصد وانادیوم (فولاد های ابزار)
برای گروه فولاد های تنگستنی، کد رقم دوم به صورت زیر نوشته می شود
کد 72: فولاد های آلیاژ شده با حداکثر 1.75 درصد تنگستن و حداکثر 0.75 درصد کروم
برای گروه فولاد های نیکل-کروم-مولیبدن، کد رقم دوم به صورت زیر نوشته می شود:
کد 81: فولاد های آلیاژ شده با حداکثر 0.3 درصد نیکل، حداکثر 0.3 درصد کروم، و 0.12 درصد مولیبدن
کد 86: فولاد های آلیاژ شده با حداکثر 0.55 درصد نیکل، 0.5 درصد کروم، و 0.2 درصد مولیبدن
کد 87: فولاد های آلیاژ شده با حداکثر 0.55 درصد نیکل، 0.5 درصد کروم، و 0.25 درصد مولیبدن
کد 88: فولاد های آلیاژ شده با حداکثر 0.55 درصد نیکل، 0.5 درصد کروم، و 0.35 درصد مولیبدن
برای گروه فولاد های سیلیکون-منگنز، کد رقم دوم به صورت زیر نوشته می شود:
کد 92: فولاد های آلیاژ شده با 1.4 تا 2 درصد سیلیسیم، 0.65 تا 0.85 درصد منگنز، و حداکثر 0.65 درصد کروم (فولاد فنر)
در این میان، اما، استثنائاتی نیز وجود دارد. از جمله اینکه انجمن مهندسی خودروی ایالات متحده سر کد 9 را به آلیاژ های خاص نیز اختصاص داده است. مثلا کد های دو رقمی 93، 94، 97، و 98 به گروه فولاد های آلیاژ شده با نیکل، کروم، و مولیبدن (عملا گروه آلیاژی 8) اختصاص داده شده اند.
گفتیم که در سیستم طبقه بندی SAE/AISI از حروف انگلیسی نیز استفاده می شود. این حروف اگر در حالت چهار رقمی به وسط کد (پس از دو رقم اول نشاندهنده گروه آلیاژی) اضافه شوند، بیانگر اضافه شدن یک یا دو عنصر آلیاژساز به ترکیب فولاد هستند. مثلا حرف بی نشانه عنصر بورون، حرف وی نشانه وانادیوم، و حرف اِل نشانه سرب است. اگر به انتهای کد چهار رقمی، حرف اِچ اضافه شود، نشانه الزام تامین کننده فولاد به عملیات حرارتی بمنظور افزایش سختی است. چراکه برخی از عناصر آلیاژی با اضافه شدن به ترکیب فولاد، سختی آن را پایین می آورند. اگر حرف ایی به انتهای کد چهار رقمی اضافه شود، بیانگر تولید آن گرید توسط کوره الکتریکی است. در صورتیکه در ابتدای کد چهار رقمی از حرف اِم اضافه شود، نشانه الزام به تولید آن گرید با کیفیت تجاری است.
دو رقم انتهای کد نیز نشاندهنده کلاس حضور کربن (برحسب درصد آن تقسیم بر صد) می باشد. بعنوان مثال، فولاد 1060 در کلاس 0.6 درصد کربن قرار می گیرد.
این از فولاد های آلیاژی! اما، هنوز راجع به فولاد های زنگ نزن صحبتی نکرده ایم! فولاد های زنگ نزن در استاندارد SAE/AISI براساس ساختار و ترکیب شیمیایی به 6 گروه تقسیم بندی شده اند. در این سیستم، از سه رقم برای معرفی نوع فولاد زنگ نزن استفاده می شود که رقم اول بیانگر گروه فولاد و ساختار آن، و دو رقم بعدی صرفا شماره هایی هستند که به مرور و بمنظور جداسازی گرید ها از یکدیگر به هر گرید اختصاص داده شده اند.
ج) تقسیم بندی فولاد های زنگ نزن در استاندارد انجمن مهندسان خودرو ایالات متحده
گروه 100: فولاد های زنگ نزن آستنیتی مناسب برای کار های تزیینی (مبلمان، تزیینات داخل ساختمان، تابلوسازی، و...)
گروه 200: فولاد های زنگ نزن آستنیتی کروم-نیکل-منگنز
گروه 300: فولاد های زنگ نزن آستنیتی کروم-نیکل
گروه 400: فولاد های زنگ نزن فریتی و مارتنزیتی کروم دار
گروه 500: فولاد های زنگ نزن کروم دار مقاومت به گرما
گروه 600: ابتدا برای گرید های خاص و خارج از لیست استاندارد پیشنهاد شدند. (گرید های 630 تا 635 شامل انواع رسوب سختی می شوند)
گروه 2000: فولاد های زنگ نزن داپلکس
در اینجا نیز، مانند فولاد های آلیاژی، از برخی حروف انگلیسی (بیشتر بصورت پسوند) بمنظور آدرس دهی به برخی از گرید های خاص استفاده می شود. مانند حرف L که به انتهای کد سه رقمی اضافه شده و به معنی کم کربن بودن آن گرید است. یا حروف Ti که به معنی حضور تیتانیوم در ترکیب شیمیایی آن گرید است. یا حرف N که به معنی افزایش نیتروژن در ترکیب شیمیایی است.
د) کد گذاری فولاد در سیستم ANSI/ASTM/ASME
یکی از معتبرترین استاندارد های دنیا، استاندارد ASTM=American Society of Testing & Materials می باشد که قدمت آن به 1898 میلادی باز می گردد. طبیعی است که چنین سازمانی، با چنین قدمتی، روش مخصوص به خودش را در نامگذاری فولاد ها داشته باشد! البته، ذکر این نکته لازم است که موسسه ASTM رسالتی بسیار فراتر از SAE/AISI دارد و از این رو است که در اینجا شاهد دیدگاه بسیار بالاتری نسبت به گرید های فولادی خواهیم داشت. همانطور که قبلا گفتیم، استاندارد ASTM فولاد ها را براساس معیار هایی چون ترکیب شیمیایی، ساختار، و حتی روش ساخت (شکل محصول) طبقه بندی می کند. به شکل زیر توجه کنید.

شکل 1: ترکیب ساختار نامگذاری فولاد در استاندارد های تست امریکایی
همانطور که در شکل 1 مشخص شده است، گروه موضوعی استاندارد بسیار مهم است. از این رو، گروه های مختلف موضوعی در زیر آورده شده اند. این گروه ها عبارتند از:
A ferrous metals
B nonferrous metals
C cementations, ceramic, concrete, and masonry materials
D miscellaneous materials
E miscellaneous subjects
F materials for specific applications
G corrosion, deterioration, and degradation of materials
ES emergency standard
PS provisional standard
P proposal
بمنظور خلاصه سازی و جلوگیری از اطاله کلام، موضوع استاندارد های ASTM را با یک مثال می بندیم: فرض کنید گرید زیر را داریم A 516M-04 Grade 70 در کد فوق، حرف ای نشاندهنده فلز آهنی است (اما، تقسیم ریزتری به ما نمی دهد که مثلا چدن است یا فولاد آلیاژی). عدد 516 یک شماره ترتیبی است که به شماره استاندارد اشاره دارد. نه خواص آلیاژ! حرف اِم نشاندهنده آن است که استاندارد بر مبنای سیستم اندازه گیری متریک نوشته شده است. 04 نشاندهنده سال ویرایش استاندارد است (در این مورد: 2004). و در آخر، گرید 70 بیانگر آن است که حداقل استحکام کششی این گرید برابر 70 ksi است. استاندارد های انجمن مهندسان مکانیک ایالات متحده یا ASME=American Society of Mechanical Engineers دقیقا از همان روش استاندارد های ASTM بهره می برد. با این تفاوت که در ابتدای کد، یک حرف اِس اضافه می شود. مثلا، کد متریال فوق در استاندارد ازمه برابر است با SA516M-04 Grade 70.
هـ) سیستم استاندارد DIN
استاندارد DIN یکی از معتبرترین و قدیمی ترین استاندارد های مهندسی در دنیا است که خاستگاه آن جمهوری فدرال آلمان است. DIN به معنی «موسسه تدوین استاندارد های آلمانی» است DIN=Deutsches Institüt fur Nörmung از آنجا که آلمان حتی قبل از ایالات متحده از سیستم حکومتی فدرال استفاده می کرد، طبیعی است که استاندارد های متفاوتی در آن وجود داشته و همگی معتبر باشند. اما، از 1942 به بعد، سازمان دین تصمیم گرفت که سیستم کد بندی واحدی را برای انواع فولاد (و سپس تعمیم به تمامی مواد فلزی) ابداع کرده و در سطح کشور جاری سازد تا مشکلات کمتری متوجه بخش های مهندسی و تضمین کیفیت صنایع جنگ افزار سازی آن کشور گردد. بدین ترتیب، دو سیستم بوجود آمد که از آنجا که پایه های منطقی دارد، هنوز هم قابل استفاده بوده و به روز رسانی آن نیز ممکن است: سیستم کد بندی فولاد و سیستم شماره گذاری مواد.
در ادامه به معرفی این دو سیستم به همراه معرفی کلید فولاد می پردازیم.
1- سیستم کد بندی فولاد در استاندارد های آلمانی
سیستم کد بندی فولاد ها، براساس دستور مستقیم وزارت جنگ آن موقع آلمان، باید تا حد امکان ساده و گویا می بود. بطوریکه با یک دوره آموزشی ساده، امکان حدس زدن ترکیب و خواص فولاد فراهم می شد. این سیستم در استاندارد زیر تعریف شده است DIN 17100: old system & EN 10025: new system در این سیستم، فولاد ها به دو کلاس تقسیم می شوند: - فولاد های ساختمانی (یا سازه ای، طبق برخی از منابع)؛ و
- فولاد های صنعتی
1-1 فولاد های ساختمانی
ساختار کد نشاندهنده فولاد های ساختمانی استاندارد آلمان در شکل 2 نشان داده شده است.

شکل 2: ترکیب ساختار نامگذاری فولاد های ساختمانی در استاندارد های آلمان
1-2 فولاد های صنعتی
از نظر سازمان DIN، فولاد های صنعتی همگی عملیات حرارتی پذیر بوده و کد بندی آنها براساس ترکیب شیمیایی است. فولاد های صنعتی به سه دسته تقسیم می شوند: فولاد های ساده کربنی، کم آلیاژ، و پرآلیاژ
ساختار فولاد های صنعتی ساده کربنی در شکل 3 نشان داده شده است.

شکل 3: ترکیب نامگذاری فولاد های صنعتی (کربنی ساده) در استاندارد های آلمان
فولاد های صنعتی کم آلیاژ بر حسب ترکیب شیمیایی نامگذاری می شوند. در این فولاد ها، صد برابر مقدار کربن بعنوان مشخصه ای برای معرفی فولاد در نظر گرفته می شود. اما، بمنظور اختصار، از درج حرف سی انگلیسی (نشانه کربن) صرفنظر می شود. اینکه چه عناصری در ترکیب فولاد حضور دارند با نشانه شیمیایی آنها و ضریبی که در شکل 4 نشان داده شده است، مشخص می گردد. مثلا، ضریب کروم 4 است. اعدادی که به عناصر آلیاژی متفاوتی اشاره کنند، با یک خط تیره جدا شده و به نزدیکترین عدد گرد می شوند. ترتیب عناصر براساس درصد بیشتر (نزولی) می باشد. شکل 4 را ببینید.

شکل 4: ترکیب نامگذاری فولاد های صنعتی (کم آلیاژ) در استاندارد های آلمان
در نامگذاری فولاد های صنعتی پرآلیاژ، از ضریب استفاده نمی شود. مشخصه این فولاد ها آن است که در ابتدای کد آنها از حرف ایکس استفاده می شود. کربن نیز بصورت مضربی از 100 در کد نشان داده شده، ولی درصد عناصر آلیاژساز بهمان صورت نوشته می شود. به شکل 5 دقت کنید.

شکل 5: ترکیب نامگذاری فولاد های صنعتی (پر آلیاژ) در استاندارد های آلمان
2-2 سیستم شماره گذاری فولاد در استاندارد های آلمانی
همانطور که قبلتر توضیح داده شد، این سیستم بعد از سیستم کد بندی فولاد های آلمانی و بیشتر بمنظور ساده سازی و به نوعی رمز گذاری نقشه ها و مدارک فنی و کنترل کیفیت محصول در زمان جنگ جهانی دوم ابداع شد. در این سیستم، از یک سر کُد استفاده می شود که ساختار آن در شکل 6 نشان داده شده است. چهار رقم پس از این سر کُد نیز دارای معانی خاص خود هستند که در شکل 6 موجود است. بین سر کُد و چهار رقم پیرو آن، از یک نقطه استفاده می شود.

شکل 6: ساختار عمومی سیستم شماره گذاری فولاد
در مورد فولاد ها، سیستم شماره گذاری DIN از سر کُد 1 و چهار رقم پیرو استفاده می کند که دو رقم اول بیانگر گروه آلیاژی است که فولاد مورد اشاره بدان تعلق دارد و دو رقم بعدی شماره های ترتیبی هستند. در مورد گروه آلیاژی فولاد ها، از دو رقم موجود، رقم اول مشمول حالت های زیر است:
عدد 0: فولاد کیفی ساده کربنی (میزان گوگرد و فسفر بزرگتر-مساوی 0.035 درصد)
عدد 1: فولاد نجیب ساده کربنی (میزان گوگرد و فسفر کوچکتر-مساوی 0.035 درصد)
عدد 2: فولاد های ابزار
عدد 3: فولاد های بلبرینگ
عدد 4: فولاد های زنگ نزن
عدد 5 تا 8: فولاد های آلیاژی
عدد 9: رزرو (فولاد های خاص)
رقم دوم گروه آلیاژی فولاد ها، مشمول موارد زیر است:
عدد 0: فولاد غیر آلیاژی
عدد 1: فولاد کربنی عمومی
عدد 2: مشخصه مصارف خاص
عدد 3: مشخصه مقاومت به حرارت
عدد 4: مشخصه مقاومت به خوردگی
عدد 5: مشخصه آلیاژسازی خاص در آن گروه
عدد 6: مشخصه مقاومت شیمیایی و حرارت
عدد 7: مشخصه آلیاژسازی خاص در آن گروه
عدد 8: مشخصه خواص فیزیکی ویژه
عدد 9: مشخصه خواص فیزیکی ویژه
این سیستم در استاندارد های اروپایی EN= Euronorm کمی اصلاح و تغییر داده شده است. مثلا دو رقم به انتهای کد اضافه شده است (شماره سریال) و رقم دوم گروه الیاژی نیز مشمول تغییر شده است.
برای اطلاعات بیشتر، مراجعه به جدول 1، استاندارد EN 27001-2 توصیه می شود.
در انتهای مطالب، قصد داریم مروری بر ساختار کلید فولاد داشته باشیم. کلید فولاد که در ابتدا بصورت یک کتاب قطور تهیه و ارائه شد، شامل 19 فصل است که در ادامه هر یک از این فصل ها را مرور کرده و سپس بعنوان پایان کار، نحوه استفاده از این کتاب را بررسی اجمالی می کنیم.
فصل 1: شامل فولاد های ساختمانی، سخت شونده سطحی، خوش تراش، و نیتروراسیون است. اطلاعات مندرج در فصل اول شامل خواص شیمیایی، خواص فیزیکی، سیکل های عملیات حرارتی، و کاربرد ها (براساس استاندارد) است
فصل 2: شامل فولاد های عملیات حرارتی پذیر، فولاد های بلبرینگ و رولربرینگ (بطور کلی: فولاد های ناقل بار) است
فصل 3: شامل فولاد های فنر، فولاد های سخت شونده سطحی، و فولاد های اکستروژن است
فصل 4: فولاد های مناسب برای کار در دمای زیر صفر، فولاد های مخصول مخازن تحت فشار، و فولاد های ساختمانی پراستحکام
فصل 5: فولاد های میکروآلیاژی، ریزدانه مناسب برای ماشین سازی (شامل گرید های مقاوم به خوردگی اتمسفریک)
توضیح اینکه فولاد های ریز دانه در استاندارد های آلمان با حروف STE مشخص می گردند که استحکام تسلیم آنها برحسب مگاپاسکال در جلوی آنها نوشته می شود. اگر حرف دابلیو انگلیسی قبل از کد حرفی بیاید، نشانه کاربرد دما بالا، و اگر پیشوند بصورت حرف تی بیاید به معنای کاربرد در دمای پایین است.
فصل 6: شامل استاندارد های مختلف دنیا و مقایسه آنها با استاندارد های آلمانی (بیشتر در زمینه فولاد های ساختمانی و ماشین سازی) است. استاندارد های امریکایی در انتهای فصل می آیند، چون تعدادشان زیاد است
فصل های 7، 8، و 9 معمولا به رنگ سبز هستند و به فولاد هایی اختصاص دارند که کربن بالایی داشته و مقاوم به سایش هستند
فصل 7: فولاد های ابزار کربنی، فولاد های تندبر
فصل 8: فولاد های ابزاری سرد کار (سنبه و ماتریس)
فصل 9: فولاد های ابزاری گرم کار
فصل 10 اختصاص به تطبیق استاندارد های کشور های دیگر با استاندارد های آلمان در مورد فولاد های ابزار و مقاوم به سایش دارد
فصل 11: فولاد های ولو، فولاد های آلیاژی مقاوم به حرارت
فصل 12: فولاد های غیرمغناطیسی (نگیر)، فولاد های نسوز
فصل 13: فولاد های زنگ نزن
فصل 14: فولاد های زنگ نزن ریختگی
فصل 15: فیلر متال های مخصوص جوشکاری فولاد های پرآلیاژ
فصل 16: تطبیق استاندارد های کشور های خارجی با استاندارد های آلمان در خصوص فولاد های زنگ نزن و نسوز
فصل 17: لیست تولید کنندگان آلمانی فولاد ها، به همراه شماره استاندارد های آلمانی
فصل 18: اسامی تولید کنندگان، شکل و شرایط محصول، لیست نامگذاری ها
فصل 19: خلاصه ای از شماره و کد تولید کنندگان خارجی، به همراه برخی جداول کمکی
تمامی فولاد ها در فصل های 17 تا 19 آمده است. اگر در فصل 17، بجای درصد عناصر از خط تیره استفاده شود، یعنی درصد آن عنصر مهم نیست. اگر فولادی که در فصل 17 آمده ولی در متن کلید فولاد نیامده، لازم است که شماره استاندارد DIN آن فولاد را یادداشت کرده و باقی اطلاعات را از استاندارد مربوطه استخراج کنیم.
چند نکته برای استفاده از کلید فولاد:
مورد اول: اگر شماره فولاد در اختیار باشد، به فصل 17 مراجعه کرده و فصل مربوطه در متن کلید فولاد، شماره استاندارد، و...را بدست می آوریم. در ادامه می توان به فصل 18 یا 6 یا 10 یا 16 مراجعه کرد و معادل آن را بدست آورد.
مورد دوم: اگر بخواهیم بدانیم که یک شماره فولاد توسط چه تولید کننده ای تولید شده، و آن تولید کننده فولاد مزبور را با چه نام تجاری عرضه می کند، باید به انتهای فصل های 1، 2، 3، 4، 5، 7، 8، 9، 11، 12، 13، 14، و 15 مراجعه کرد.
مورد سوم: اگر کد فولادی در اختیار باشد که غیر آلمانی است، باید به فصل 19 مراجعه کرد.